Posted by Joe Simon on | Comments Off on Asia Manufacturing Showed Signs of Improvement in Q4-2022
ASIA MANUFACTURING COST DRIVERS REPORT
Q4–2022(Oct.Nov.Dec.)
Tracking The Trends Which Drive Costs in Asia Manufacturing
Executive Summary
Despite supply headwinds, labor shortages, and an uncertain economic environment, Asia manufacturing continues to surpass the expectations of recent years. Manufacturing has demonstrated continued strength in 2022, building on the momentum it gained emerging from the pandemic, and surpassing expectations from the prior two years. While overall demand and production capacity have hit recent highs, there are indications that the near-term outlook may not be as bright. Asia industry is currently experiencing concerns related to inflation and economic uncertainty. In addition, manufacturers continue to grapple with talent challenges that may limit their growth momentum. Moreover, supply chain issues including sourcing bottlenecks, global logistics backlogs, cost pressures, and cyberattacks will likely remain critical challenges in 2023. As leaders look beyond leading amid disruption and revamp their approach, our 2023 manufacturing industry outlook examines five important trends to consider for manufacturing playbooks in the year ahead.
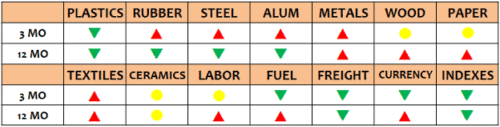
The commodity price trends in the fourth quarter were mixed with plastics, fuel, freight and currency leading the down-in-price group, while rubber, steel, aluminum, other metals, and textiles led the up-in-price group. Meanwhile paper, ceramic materials, and labor costs showed little change. Year over year, plastics, rubber, steel, aluminum, and freight ended the year lower in price than one year ago while metal, wood, paper, textiles, labor, and fuel all saw price increases in the period.
Below is a chart of the overall trends. For all the details, please see the entire report below or download it from the link at the end.
Report Details
PLASTICS & RUBBER
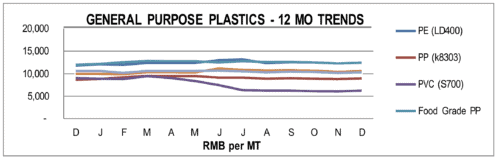
Overall, the General-Purpose plastic resin prices declined in Q4 of 2022 vs Q3 but only slightly. And, in the most recent month of December the trend appears to have reserved with some price increases. Year over year, the results are mixed with PVC, HIPS, HDPE, and PET all showing price declines from 3% to 30%, while EVA, PS, PE and PE all showing increase of 4% to 11% versus one year ago.
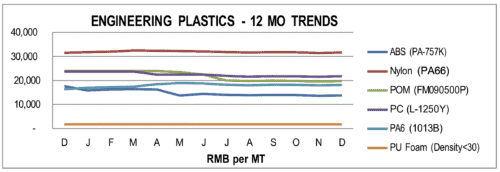
Engineering grade resins displayed a similar trend in Q4 to the General-Purpose grades, with all grades except PU Foam showing price declines, however, they declined less than GP, most less than 1%. Year over year, prices were down on average by 4.5%, led by ABS down 21.8% and POM down17.5% while Nylon increased by 10.3% and Triton and Nylon prices increased slightly, by only about 1% versus 1 year ago.
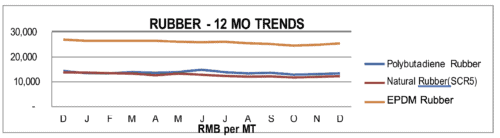
Rubber prices were more mixed in Q4 with the trend generally up on average by about 1.9%. Reclaimed Rubber led the way up 2.6% while Polybutadiene Rubber led the decliners down 2.2%. Year over year, the trends were more mixed, with Neoprene and Nitrile up the most, 27.4% and 18.4% respectively, while Silicon, Natural Rubber, and Latex all showed substantial price declines of 35.7%, 11.5%, and 10.2% respectively versus one year ago.
METALS
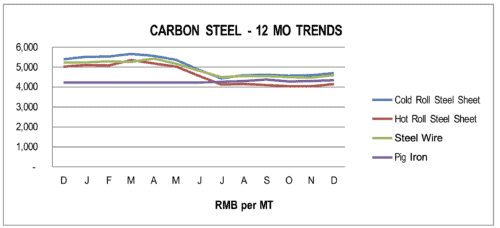
For the fourth quarter of 2022, the prices for most of Carbon Steel grades were up slightly on average about 1% or less versus three months ago with Cold Roll Steel Sheet up the most at 1.7%. Year over year, virtually all carbon steel prices were down on the average 8.6% versus one year ago.
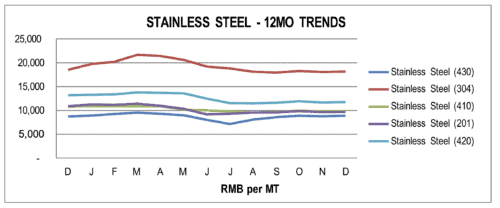
Stainless Steel prices were also up slightly in Q4, on average by 1%-2% compared with last quarter. Year over year, prices were mostly lower than 2021 with 430 and 201 grades down the most on average about 10% versus one year ago
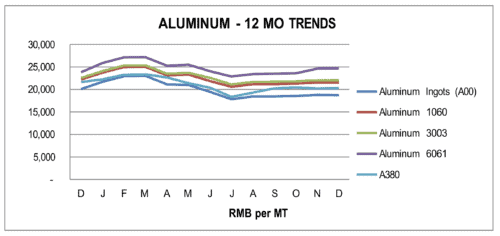
Aluminum prices were higher in Q4, on average by 1%-2%, except 6061 which was up over 5%. Year over year, aluminum prices decreased on the average by 3.2%, however, 6061grade was up 3.6% versus one year ago.
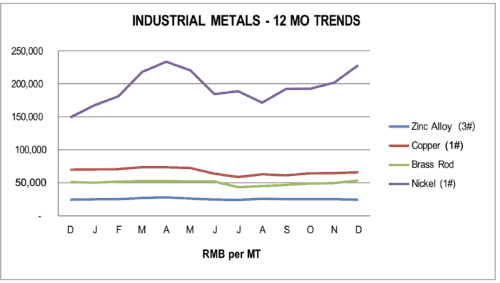
In other Industrial Metals, all showed substantial increases in price led by Nickel (up 18.7% and Brass rods, up 14.3%. Only Zinc bucked the trend, down in price 3.9% versus Q3. Year over year, the prices trends were mixed with Nickel up 53.2%, Brass Rod up 4.8%, while Copper decreased 5.5% and Brass Tubes down 1.9% and Zinc Alloy prices were flat versus one year ago.
WOOD, PAPER & TEXTILES
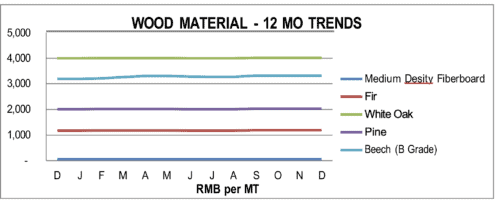
Wood prices were flat in Q4 showing little change from Q3. Year over year, with MDF grades up 2% to 5%, Beech up 3.8, Fir up 1.3%, Pine up 1.0%, and White Oak up fractionally versus one year ago.
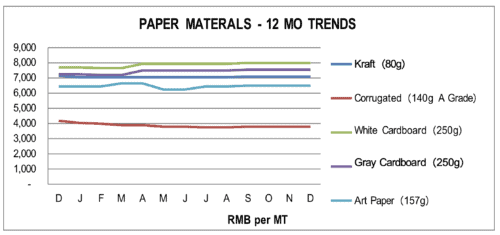
Most all Paper prices were flat in Q4. Year over year, the trend was more mixed with Kraft down 0.7%, Corrugated down 9.5%, while White Cardboard was up 3.9%, Gray Cardboard was up 4.3% and Art Paper was up 0.8% versus one year ago.
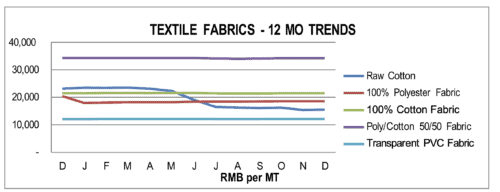
Most Textile fabric prices were up slightly in Q4 by about 1% versus last quarter. Only Raw cotton was down in price 3.7%. Year over year, the price trends were mixed with declines led by Raw Cotton down 32.9% and 100% Polyester Fabric down 9.1%, while Non-woven PP up the most at 6.2% followed by T/C fabric up 2.4%, and PVC fabric up on average by 1% versus one year ago.
CERAMIC AND GLASS RAW MATERIALS
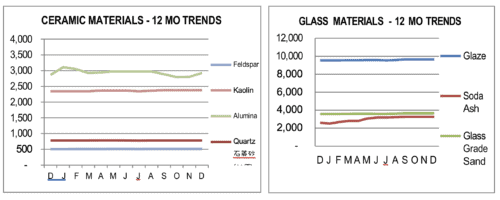
Ceramic and Glass Raw Materials showed little change over Q3. Year over year, most of the materials were up in price led by Soda Ash up 26.2%, Alumina up 2.3%, Glass Grade Sand and Feldspar up 2%, Kaolin up 1.3% and Quartz was flat versus one year ago.
FUEL
Fuel prices in China moved lower in the 4th quarter led by Diesel declining the most at 10.1%. Year over year, the trend was higher prices for most fuels. up in prices on average 3.9% versus one year ago.
OCEAN FREIGHT
The World Container Index was down 55.7% versus last quarter. Year over year, the World Container Index was down 77% versus one year ago.
COST OF LABOR
Most of the Asian labor rates were unchanged in Dec. Year over year, Labor costs in China were up 4.5%, Vietnam up 5.9%, and Thailand by 5.4%, while Bangladesh labor costs declined 1.2% versus one year ago levels.
CURRENCY EXCHANGE RATE
For the fourth quarter, the USD strengthened against the CNY by 1.9%, however, the Yuan strengthened in December signaling a possible reversal in that trend. Year over year, the USD remained substantially stronger than most of the Asia currencies versus one year ago.
CHINA TRADE (Data lags by one month)
China Imports were up slightly by almost 1% and China Exports increased 3.4% versus December. Year over year, China Imports decreased 7.3% and Exports decreased 10.1% versus one year ago.
The China Consumer Price Index (CPI) was up only slightly 0.2% and the China Producer Price Index (PPI) increased 0.6% in December. Year over year, the China CPI was up 0.3% and China PPI was down almost 10% versus one year ago.
PURCHASING MANAGERS INDEX (PMI)
The China PMI ended Q4 at 47.0, well below the benchmark 50 for an expanding economy and the Hong Kong PMI ended at 49.0, a little bit closer to the 50 mark. The US PMI also remained below 50, with the Manufacturing PMI at 46.2 in December, down from November’s 47.7, while the services PMI activity index fell to 44.4 in December (November: 46.2). Across the private sector, new orders fell at the sharpest pace since May 2020, while new export orders continued to fall, but at a slightly softer pace than in November. Both input and output price inflation eased in December, while employment growth was marginal and business sentiment was pessimistic by historical standards.
CONTACT US FOR MORE INFORMATION
Thank you for taking the time to follow trends in Asia manufacturing. Source International has operational offices in Louisville, Kentucky; Xiamen, China; and Ho Chi Mihm, Vietnam. Our passion is to partner with companies in supply management from Asia. We have a 30+ year on-the-ground track record, a rigorous operating procedure, and a very well-trained local staff. We welcome the opportunity to show you how we can add value to your supply chain in Asia and invite you to visit our offices and website to learn more about us.
For additional details, please refer to the charts that follow or contact one of our Operations Specialists for more information. Thank you for your support.
Dataforthisreportcomesfromthesourceslistedandwhileeveryattemptismadetobeascomprehensiveand accurate as possible, please consider that these are just general trends, and you should not draw any specific conclusions from thedata. Werecommend that any informationprovided inthis report beweighed against other sources and experts on the individual topics covered and\, accordingly, we make no specific claims nor assume any liability from the use of the data contained herein.
Posted by Joe Simon on | Comments Off on Sunless M1000 Spray Tanning System Case Study
Background:
Following initial sales calls made in 2015 and subsequent discussions, the project to develop a new spray tanning product line was on track for 2020 development. Then, of course, COVID hit! However, thanks to Source International’s full Operations team on the ground in Asia, we were 100% ready to proceed as soon as we got the green light.
Action Plan:
After several conference calls and sales visits, a team from Source including sales and senior leadership met with the customer’s management team on-site at their facility to dive into the project and develop the features, timelines, and expectations for their new spray tanning system.
A Source Customer Team was assembled in both the US and China office to review the customer’s existing products and to discuss how the ideas presented by the customer in preliminary meetings would be developed into the fully integrated spray tanning system with TUV certification. Budgets were created, timelines established, and the following list of desired features was developed:
HVLP Technology
Lightweight & Compact
Standard 100V Plug
Modern Appearance
Comfortable Hand Grip
Convenient Hanger on Sprayer
Adjustable Spray Pattern
Kink-free Hose
Ergonomic Carry Handle
Power Switch
Stable Foot Design
Stylish & Portable
Low Operating Noise
Removable Air Filter
Integrated Spray Gun Storage
Results:
After the initial product engineering was completed, Pre-Production Samples were made using various prototyping techniques and presented to the customer’s team where they were carefully reviewed by their senior management, sales, marketing, product management, engineering and supply chain teams to ensure they met the design and performance requirements. Once the Pre-Production Prototypes had been fully tested, design changes were made, and several rounds of additional sample prototyping took place. Following field testing of the final prototypes, customer approval of the M1000 Spray Tanning System was given, and the Source team began to build the tooling and set the final timing for production start-up.
After the multiple tooling was completed, Source engineers debugged them. It took several rounds of shots until the tooled Pre-Production sample was approved and the product was released into mass production for the first order. These units were delivered to the customer’s warehouse in 2021. After the second order, the company’s QA manager remarked, “Nice work! We inspected 10% of the second PO of 2000 ea. We found no leaks. Engineering is comfortable with the inspection and results.”
This project represented a true collaborative redesign effort involving the collective efforts of Source and the customer’s engineering, operations, factory, marketing, sales, operations, purchasing and executive teams all working together to accomplish this product development and offshore manufacturing success story. This initial success led to the next series of sample units being sent to the Source China office for review and re-development to add the portfolio of products we will be producing for this customer. See the product in action at this video link.
Source International’s dedicated professionals can achieve the same winning results for your OEM parts and products. For additional details regarding this success story, please contact our Midwest sales office at 440-546-0630 or our US Headquarters office at 502-589-7900. Contact us today to arrange a no obligation assessment of how we can supply a partnership which adds value to your OEM products.
Posted by Joe Simon on | Comments Off on Plastic Injection Molding: The Manufacturing & Design Guide
Plastic injection molding is a highly repeatable manufacturing process used to mass-produce identical plastic parts. It is ultimately a cost-efficient method of producing the plastics we use daily, such as bottle caps, toys, and appliance parts.
To begin the process, thermoplastic polymer granules are melted. These polymers, which can be colored or filled with other additives, are then injected under pressure into the mold. The liquid plastic cools and solidifies. Once solid, the mold opens and pushes the part out. Next, the mold closes, and the process is repeated.
This process produces consistent results within tight tolerances and offers manufacturers high levels of design freedom. Though there is a high initial investment in mold creation, the cost is recuperated in high-volume production runs.
Types of Injection Molding
Injection molding can be used to produce tiny parts like model airplane pieces or larger items such as car body panels. The process is primarily used when there is a need to produce thousands, or millions, of identical parts.
Common types of injection molding include:
Blow Molding: Used in forming bottles and other plastic shapes, blow molding is accomplished by blowing compressed air into the mold.
Over Molding: Also known as co-molding or two times injection molding, over-molding involves forming a mold out of one material and then partially or fully covering that mold in another material.
Insert Molding: In insert molding, a non-plastic component is inserted into the mold where it is covered in plastic.
Cube Molding: A molding process for the manufacture of circular parts, cube molding is characterized by components that rotate vertically around the axis.
Materials Used in Injection Molding
A wide variety of materials are used in plastic injection molding. Materials are selected based on their weight, strength, and resistance to certain environments (heat, acid, or moisture). Plastics can also be combined to create different properties and effects.
To achieve optimal end results, there are several factors to consider when planning your injection molding design. Considering the following factors can reduce the risk of defective or substandard final components:
Materials: Each plastic material has different characteristics (elemental resistance, strength, cost) that must be considered. Resins also react differently when treated to heat during the molding process, and they have different features when cooled.
Tolerances: Plastics can warp and shrink in the mold, so this needs to be factored into the design. The chemistry of each plastic also lends itself to different tolerances. For example, acrylics have low shrink rates and can hold tighter tolerances, but LDPE cannot withstand very high temperatures and easily warps.
Mold Design: The mold itself needs to be carefully designed. Wall thickness should be uniform; elements like ribbing can help. Molds also require a certain amount of draft, so the part can be properly ejected. This is especially important in injection molding, as the high pressure allows one to inject plastic into all the small nooks and crannies of a mold, which can make the part hard to remove. Parts with intricate details will also need extra draft to keep the design intact.
Shrinkage Rate: Different plastics shrink at different rates, due to differences in resin structure, the mold itself, and how the plastic flows into the mold. Injection pressure can improve the shrinkage rate, but different resins require different tonnages per square inch.
Surface Finishing: There are 12 grades of plastic finishes according to the Society of Plastics, ranging from dull to shiny. Different finishing services are required for each type of shine – sandblasting produces a dull finish, and diamond polishing creates a mirror shine. One must also consider the plastic itself. For example, you cannot use powder coating on low-melt materials, but plastics like PVC can withstand high temperatures.
Benefits of Plastic Injection Molding
The main benefit of plastic injection molding is that it allows for the rapid manufacture of a large number of identical parts. After covering the initial mold-making cost, the production costs for injection-molded parts are low and continue to decrease as production runs increase.
A wide range of materials can be used in injection molding, and the process is highly repeatable. It produces finished parts with tolerances of ±0.500 down to ±0.125 that have excellent visual appearance and need little or no extra finishing.
Plastic injection molding produces minimal waste compared to other types of traditional manufacturing processes as no material is removed from the cured product.
Source International
The process-driven professionals at Source International can produce plastic molded injection products in a variety of shapes and sizes to suit many different industries. Our ISO 9001-certified facilities give us the capability to deliver a diverse set of parts using a variety of materials.
Providing plastic injection molded products for over 25 years, Source International offers reliable, accurate, and cost-effective plastic injection molding services. With cutting-edge capabilities, we can handle complex molds with core pins, multiple cavities, cams, and lifts for insert molding, over-molding, in-mold decoration, and in-mold assembly. Presses in the 50-ton to 3,300-ton range enable our professionals to create shot sizes as small as 5g to as large as 2,500g with tolerances of ±0.005.
Posted by Joe Simon on | Comments Off on Betting on China Manufacturing-Tesla’s journey
Tesla is doubling down on China Manfacturing
Opposite of what the market is doing, Elon Musk, true to his contrarian nature, is heading in the opposite direction and doubling down by heavily betting on China manufacturing. His Shanghai Gigafactory 3 went online in record time last year and currently Tesla stock is said to be more valuable than the market capitalizations of all China’s listed carmakers combined. Tesla is the sole owner of its Gigafactory 3 car plant in Shanghai and this is the first time that this has been allowed in China, previously requiring joint ventures with local partners. Combined with low cost land and government incentives including low-interest loans and subsidies, Tesla was able to drop prices and increase sales and manufacturing volumes.
Betting on China manufacturing
In a recent article in Week In China published by HSBC, the authors discuss the Tesla strategy betting on China manufacturing and its approach to sales and manufacturing. Tesla recently selected China’s Contemporary Amperex Technology (CATL) and South Korea’s LG Chem as new battery suppliers in an effort to diversify its sourcing chain beyond Panasonic and allowing it to retain all three of the leading EV battery makers in its supply chain. They discuss a possible “cultural clash” emerging and Musk’s vision for upending 100 years of automotive tradition. And, as the EV companies battle over charging standards, a confrontation is likely to develop. Further, the emergence of cobalt free batteries has the potential to lower the battery costs significantly.
All of this is intertwined with Tesla’s sales strategy in China and its Chinese competitors. BYD, a Chinese battery-maker that morphed into a car firm (backed by Warren Buffett and South Korean giant Samsung), is one of China’s closer competitors to Tesla.Similar to Tesla’s business model, BYD has branched out into solar panels and energy storage and an ambition to accelerate the world’s generation and storage of clean energy. Tesla is seen as a trendy pacesetter in China this year, despite the virus, accounting for nearly 1/3 of all electric vehicle sales in China in 2020 so far.
So, what about your company? Are you betting on China manufacturing? Could your Asia supply chain need a tune-up to compete in the “new world”?
Let our team of professionals show you how we can add value to your supply chain in these volatile times. Now, more than ever, you need someone on your team, looking out for your interests and controlling the hard to control offshore manufacturing situations.
Contact us today to get started on your “buy global – act local” supply chain strategy.
To learn more about Source International, visit our About Source page.